


















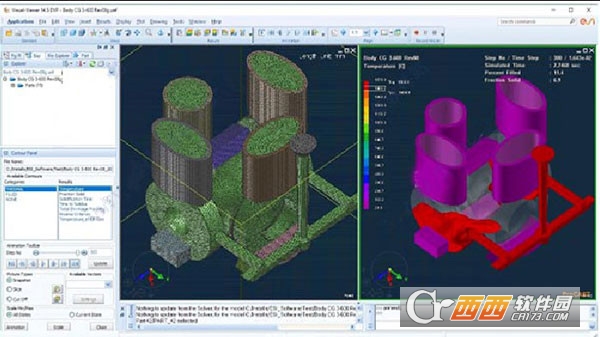
ESI ProCAST 2021中文免费版是ESI集团面向铸造行业打造的专业化数值仿真工具,聚焦铸造全流程工艺优化与缺陷预判,为企业提供从设计到生产的一站式数字化解决方案,能显著提升铸件良品率,助力企业在缩短研发周期的同时,实现从经验铸造向数字化精准铸造的华丽转型。
ESI ProCAST 2021安装激活教程
1、在本站下载并解压得到软件procast2021原程序和_SolidSQUAD_特别文件;
2、用虚拟机加载ESI.PROCAST.2021.5.SUITE.WIN64_Win64.iso镜像文件,或用winrar解压也可以,如果你是win10系统,可以直接右击以windows资源管理器打开,双击ProCASTSetup.exe安装软件;
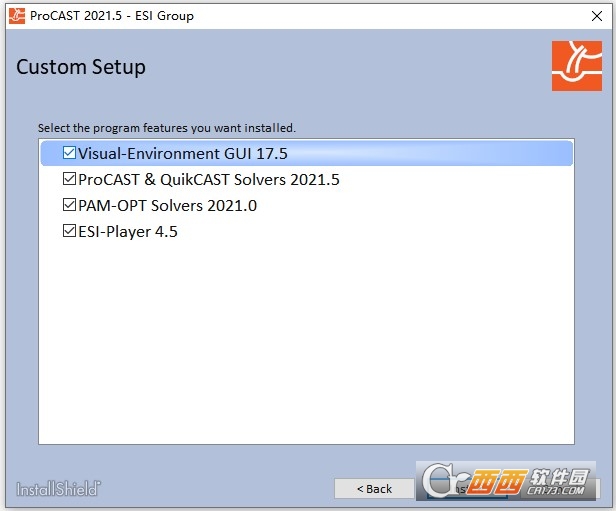
3、同意安装协议条款,选择自己所需的安装组件,在此小编建议全选,勾选完毕后点击install进行安装;
4、安装完成后,点击finish,退出安装界面;

5、软件安装完成后,替换_SolidSQUAD_特别文件,其中:
覆盖原始程序文件夹:(默认情况下为C:\Program Files\ESI Group\ESI Player)
(默认情况下为C:\Program Files\ESI Group\PAM-OPT)
(默认情况下为C:\Program Files\ESI Group\ProCAST)
(默认情况下为C:\Program Files\ESI Group\Visual Environment)

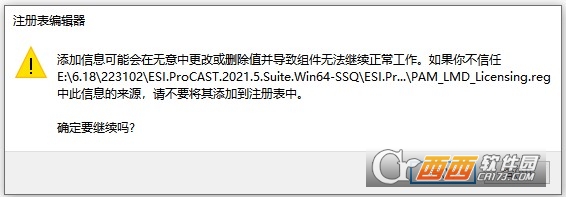
6、运行“PAM_LMD_Licensing.reg”并确认将信息添加到Windows注册表中;
7、然后运行“SolidSQUADLoaderEnabler.reg”并确认将信息添加到Windows注册表中;
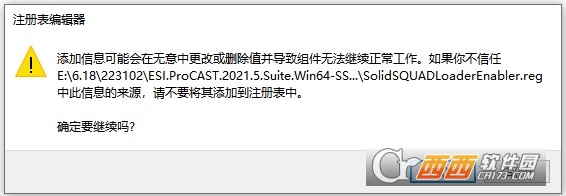
8、之后重启软件即可看到软件激活成功;
esi procast2021如何去除砂箱
方法1:建模阶段直接不创建砂箱(推荐,高效)
启动Visual-Mesh,仅导入铸件、浇注系统、冒口、冷铁等核心部件CAD模型(IGS/STP格式),不导入砂箱几何。
完成核心部件的表面修复、网格划分与装配,确保铸件与浇道、冒口连通无干涉。
进入Visual-CAST,选择**虚拟铸型(VirtualMold)**功能,无需绘制砂箱网格,软件自动生成等效热环境,大幅减少网格数量与计算耗时。
设置虚拟铸型尺寸(小铸件放大5倍,大铸件放大2-3倍),点击ComputeMold生成虚拟砂箱,后续按常规设置边界条件即可。
方法2:删除已有砂箱部件(已建砂箱时用)
在Visual-Mesh的模型树中,找到砂箱对应的Part/Volume节点,右键选择Delete,直接移除砂箱几何与网格。
执行Check→CheckAssemblyOverlaps,确认铸件、浇道等部件无重叠网格,再执行AssemblyAll重新装配。
进入Visual-CAST,删除原砂箱的材料分配与边界条件,改用虚拟铸型模拟砂箱散热,避免计算报错。
方法3:砂箱设为刚性无网格(保留几何不参与计算)
保留砂箱几何,不划分体网格,仅在表面生成空表面网格。
材料分配时,砂箱不分配热/流/应力求解参数,仅设为刚性约束体,不参与传热与流动计算。
边界条件仅设置铸件与砂箱接触面的换热系数,砂箱外表面不设置散热条件,等效去除砂箱影响。
esi procast2021如何减少缩孔
缩孔和缩松是铸造中最常见的缺陷,ProCAST2021提供了多种模拟和优化手段来预测并减少这些缺陷。在实际工艺设计和软件设置中,可以通过以下策略实现:
优化浇注系统设计(GatingSystem):
模拟分析:利用软件观察充型过程,确保金属液流动平稳,避免过早封闭热节。
改进措施:调整内浇口位置和截面积,遵循“顺序凝固”原则,确保远离浇口的部位最后凝固。
合理设置冒口(Feeding/Risers):
补缩通道:在模拟中检查补缩通道是否畅通。确保冒口能够覆盖铸件的热节区域。
冒口尺寸:利用ProCAST的参数化功能,增大冒口体积或延长其凝固时间(如使用保温冒口套),以提供充足的金属液补偿收缩。
应用冷铁(Chills):
局部激冷:在铸件厚大部位或热节处放置外冷铁或内冷铁。
模拟验证:在PreCAST中定义冷铁材料(如钢、石墨),模拟其对温度场的改变,加速局部冷却,消除孤立液相区。
工艺参数优化(Visual-OPT):
使用ProCAST内置的Visual-OPT模块,自动寻找最佳的浇注温度、浇注速度和模具预热温度组合,以最小化缩孔体积。
高级缩孔模型(APM):
在计算设置中启用AdvancedPorosityModel(APM),该模型考虑了金属液的流动阻力和压力降,能更精准地预测缩松位置,从而指导工艺改进。
esi procast2021如何算纯凝固
“纯凝固”模拟通常指忽略充型过程(流动),直接从充满状态开始计算热传导和相变。这可以大幅节省计算时间,适用于重力铸造或低压铸造的凝固分析。
操作步骤(在Visual-Cast/PreCAST中设置):
初始条件设置(InitialConditions):
铸件温度:将铸件(Casting)的初始温度设置为浇注温度(例如700°C)。这意味着假设在时间t=0时,型腔已经瞬间被充满且温度均匀。
模具温度:将模具(Mold)的初始温度设置为预热温度(例如200°C)。
关闭流动计算(FlowCalculation):
在ProcessParameters(工艺参数)或RunParameters(运行参数)设置中,找到与流动相关的选项。
将求解器模式设置为“Thermal”(仅热分析)或取消勾选“Flow”(流动)选项。
确保FreeSurface(自由表面)选项被禁用或设置为无,因为此时不再涉及液面追踪。
边界条件:
确保定义了铸件与模具之间的界面换热系数(HTC),这是凝固计算的核心驱动力。
运行计算:
提交计算后,求解器将直接从t=0开始计算温度下降和固相率增加,而不计算金属液的流动填充过程。

 大小: 1.20G
大小: 1.20G

 Overture专业打谱软件5.5.1-7 简体中文版
Overture专业打谱软件5.5.1-7 简体中文版  SPSS 18.0中文版
SPSS 18.0中文版  剪.映windows电脑版2025官方最新版v7.1.0最新专业版
剪.映windows电脑版2025官方最新版v7.1.0最新专业版  MatLab R2012b 特别文件
MatLab R2012b 特别文件  寻星计算程序(卫星天线寻星参数计算)v3.1 绿色版
寻星计算程序(卫星天线寻星参数计算)v3.1 绿色版  八爪鱼采集器v8.58 官方最新版
八爪鱼采集器v8.58 官方最新版  星空抽奖软件无限制版完美注册码版
星空抽奖软件无限制版完美注册码版  利信财务软件专业单机版V6.4免费无限制版
利信财务软件专业单机版V6.4免费无限制版  天学网电脑版v5.6.1.0 官方最新版
天学网电脑版v5.6.1.0 官方最新版  摩客mockplus桌面客户端v3.7.1.0 官方最新版
摩客mockplus桌面客户端v3.7.1.0 官方最新版  淘宝助理天猫版5.3.7.0 官方最新版
淘宝助理天猫版5.3.7.0 官方最新版  高品智CRM客户关系管理系统v3.301.311 官方免费版
高品智CRM客户关系管理系统v3.301.311 官方免费版  易航科技增值税发票电子化软件(增值税发票扫描认证)V2.0免费版
易航科技增值税发票电子化软件(增值税发票扫描认证)V2.0免费版  易房大师v3.2免费版
易房大师v3.2免费版  杰奇小说连载系统免费版
杰奇小说连载系统免费版  发票导出接口软件3.9绿色免费版
发票导出接口软件3.9绿色免费版  发票认证接口软件v2.2绿色版
发票认证接口软件v2.2绿色版  高品智财务公司委托代办项目软件v3.320 官方版
高品智财务公司委托代办项目软件v3.320 官方版  食草族管理专家V2.5.9 绿色免费版
食草族管理专家V2.5.9 绿色免费版