


















ESI ProCAST 2025中文激活版是一款面向铸造工艺设计与缺陷预防的专业级有限元仿真系统,由ESI集团持续迭代开发。该平台基于多物理场耦合求解器,无论是传统的砂型铸造,还是高精度的熔模或压铸工艺,ProCAST2025都能凭借其卓越的求解器性能!

ESI ProCAST 2025安装激活教程
1、双击运行【Setup】文件夹下的【ProCASTSetup.exe】安装程序,点击【Next】。

2、选择【I accept...】,点击【Next】。
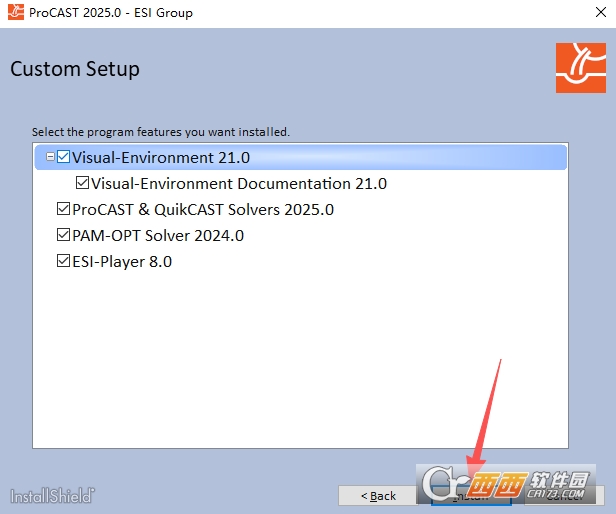
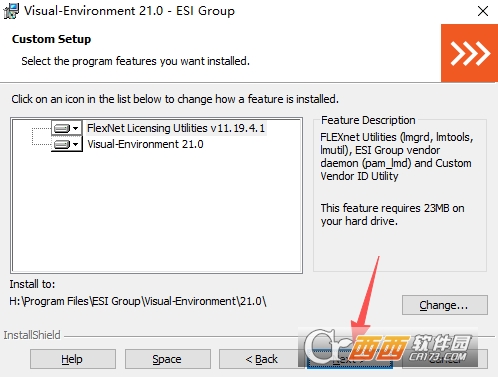
3、勾选安装组件(建议全部安装),点击【Install】。
4、进入组件安装界面,点击【Next】。
5、选择【I accept...】,点击【Next】。
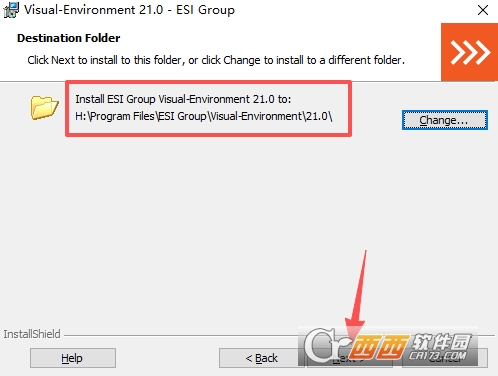
6、更改软件安装位置,点击【Next】。
7、点击【Next】。
8、点击【Next】。
9、点击【Install】。
10、组件安装中,请稍等。
11、组件安装成功,点击【Finish】。
12、接着安装下一个组件,点击【Next】。
13、选择【I accept...】,点击【Next】。
14、更改安装位置,点击【Next】。
15、点击【Next】。
16、点击【Install】。
17、组件安装中,请稍等。
18、组件安装成功,点击【Finish】。
19、软件继续安装中,若出现其他组件安装窗口,与之前的组件安装步骤一致即可。
20、软件安装完成,点击【Finish】。

21、鼠标右击软件图标【ESI-Player 8.0】,点击【打开文件所在的位置】。
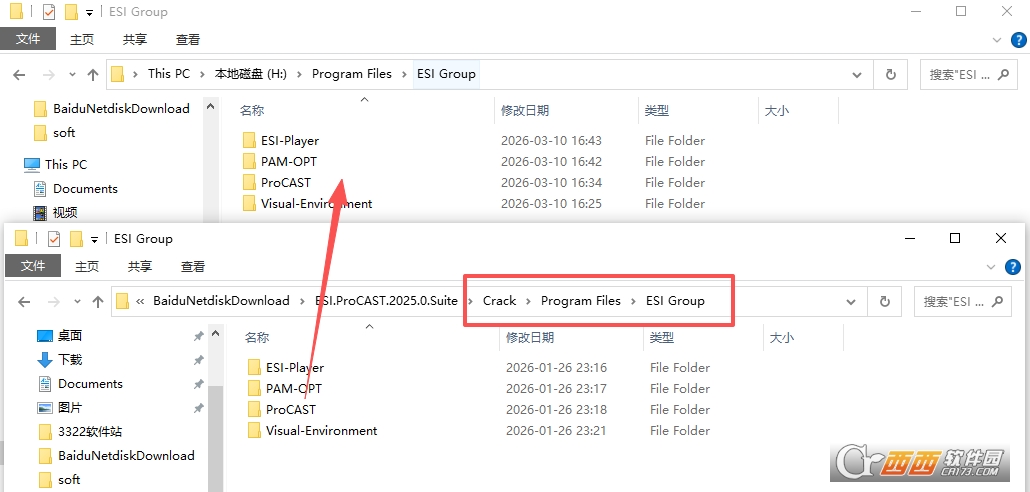
22、点击【ESI Group】。
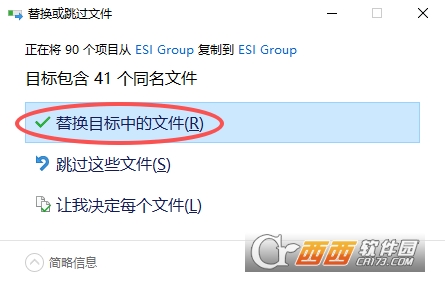
23、将【Crack\Program Files\ESI Group】文件夹下的全部文件复制进去。
24、点击【替换目标中的文件】。
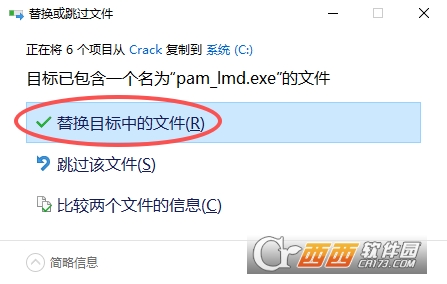
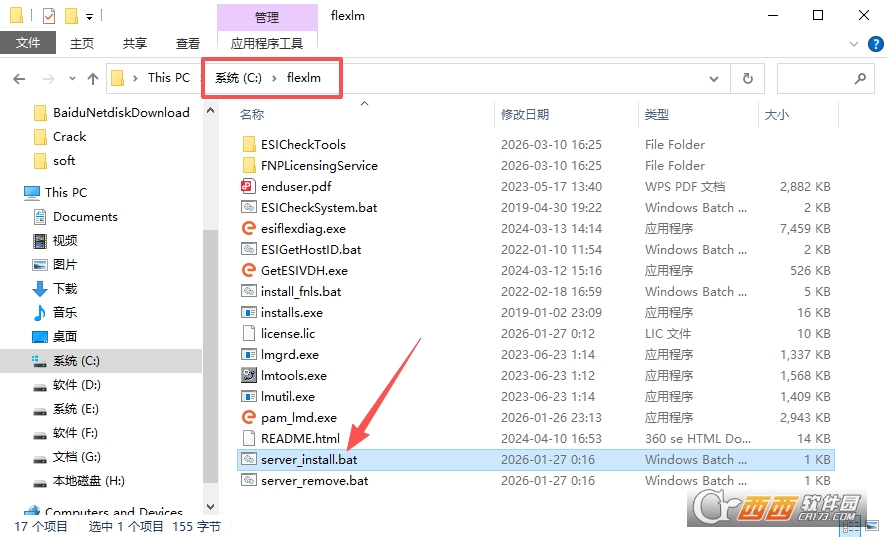
25、接着将【Crack】文件夹下的【flexlm】文件夹复制至C盘中。
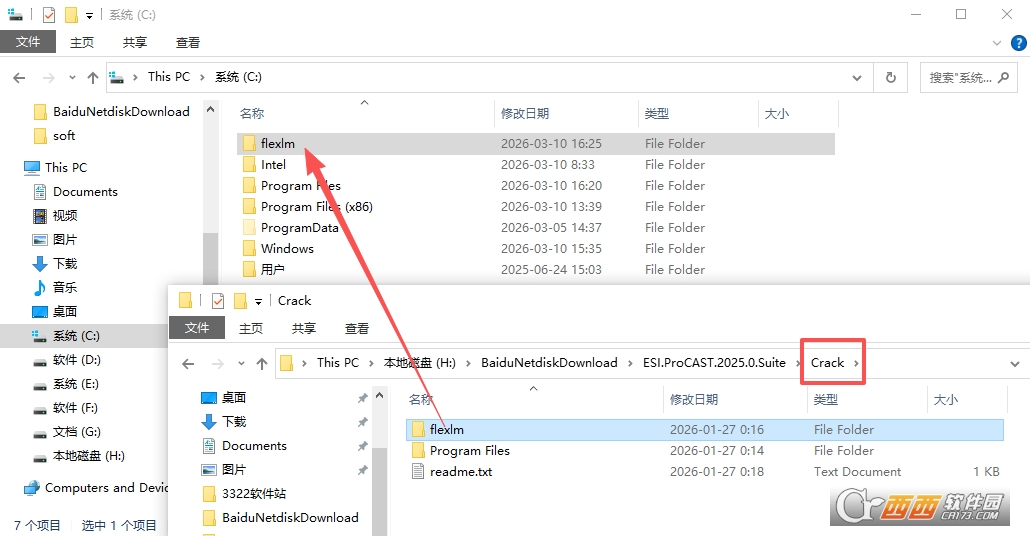
26、点击【替换目标中的文件】。
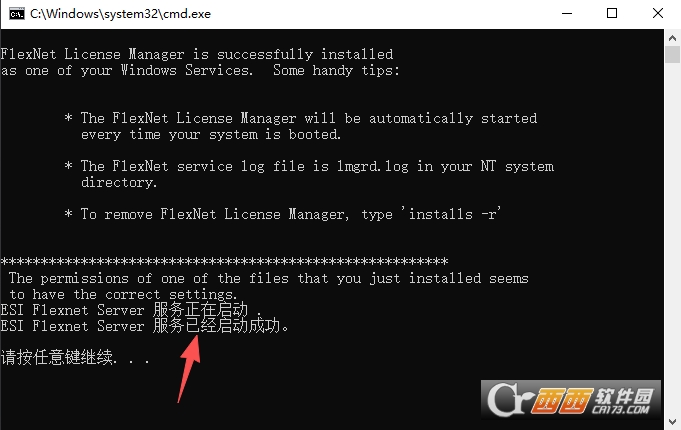
27、双击运行C盘【flexlm】文件夹下的【server_install.bat】文件。
28、如下图所示,提示【服务已经启动成功】,关闭窗口。
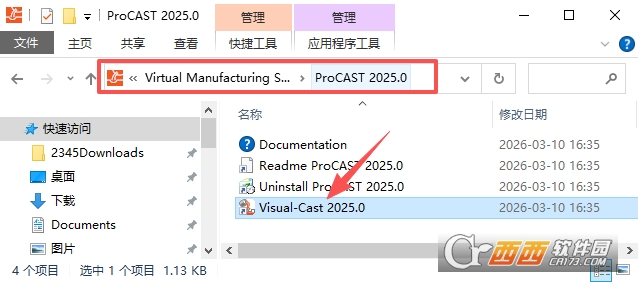
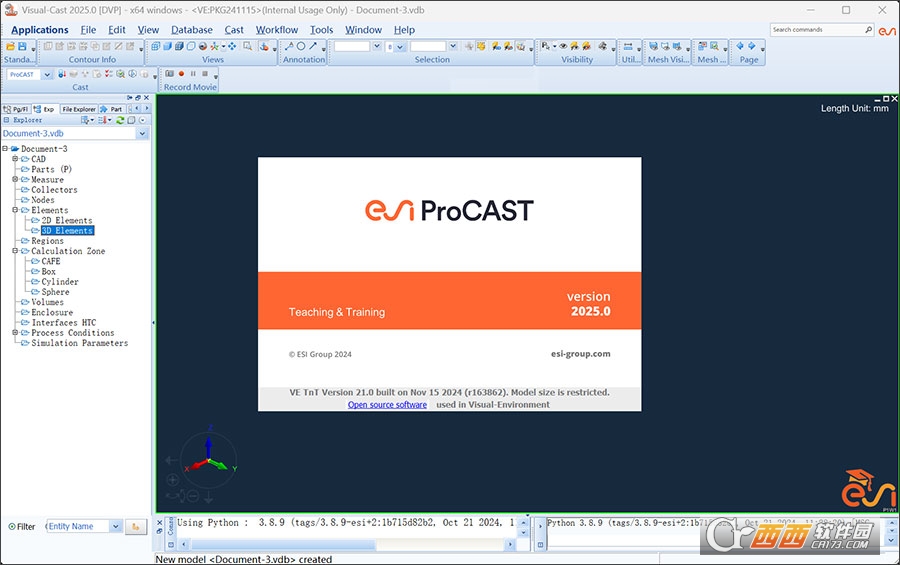
29、双击启动软件,启动路径【C:\Users\Public\Desktop\ESI Group\Virtual Manufacturing Suite 2025.x\ProCAST 2025.0\Visual-Cast 2025.0】。
30、软件安装激活完毕
ESI ProCAST 2025主要功能
多工艺全流程仿真
覆盖重力铸造、高压压铸、低压铸造、熔模铸造、砂型铸造、离心铸造、半固态铸造等主流工艺,支持充型、凝固、冷却全过程连续模拟,适配不同工业场景需求。
充型与流场精准模拟
基于完整Navier-Stokes方程求解金属液流动,精确预测充型过程中的流速、压力、温度分布及自由表面演化,识别卷气、喷溅、冷隔等流动缺陷,支持紊流、触变行为及多孔介质流动(如过滤网)模拟。
凝固与缺陷预测
通过热-相变耦合计算,精准模拟凝固过程温度场、固相分数演变,结合缩孔判据与Niyama判据,定量预测宏观缩孔、微观缩松及气孔的位置与大小,优化补缩系统设计。
微观组织与性能预测
强化灰铁(GI)、球铁(SGI)、蠕墨铸铁(CGI)及镍基合金的微观结构计算,可预测晶粒尺寸、相组成、石墨化膨胀及孔隙率分布,基于微观组织推演铸件强度、硬度等力学性能。
应力变形与热裂分析
热-流-固全耦合分析充型热冲击、凝固收缩、铸型约束引发的残余应力与变形,预测热裂倾向、铸件扭曲及模具疲劳风险,支持模具刚度影响与间隙效应分析。
材料数据库与自定义
内置涵盖铝、铁、铜、镁、镍、锌等合金及模具、型芯、陶瓷、保温材料等的广谱数据库,支持自定义材料热物性参数(密度、比热容、导热系数、潜热等)与边界条件。
网格划分与几何修复
集成MeshCAST模块,支持STP/IGS/STL等多格式CAD导入,具备自动表面修复、网格划分(四面体/六面体混合)、网格质量检查与优化功能,适配复杂铸件与装配体网格生成。
虚拟试模与工艺优化
以虚拟试模替代实物试制,支持多方案对比分析与工艺参数迭代优化(浇注温度、速度、冷却布局等),降低试制次数与生产成本,提升工艺稳定性。
后处理可视化与报告生成
ViewCAST模块支持温度、压力、速度、固相分数、应力等场量的云图、矢量图、动画展示,可生成X射线视图、缺陷标注与仿真报告,便于结果分析与决策。
ESI ProCAST 2025怎么只模拟充型
核心思路
关闭凝固、应力等模块,仅启用流动+传热(充型阶段)求解器,设置充型结束即停止计算。
详细步骤
几何与网格准备
导入铸件、浇注系统、铸型几何,完成表面修复与网格划分(铸件+浇道需体网格,铸型可设虚拟铸型)。
检查网格质量,无负体积、畸形网格,确保充型流道连通。
材料与初始条件设置
材料分配:铸件设为金属液(如铁水/铝液),铸型/冷铁设为对应固体材料。
初始温度:金属液设浇注温度(如1400℃),铸型设初始温度(如25℃)。
求解器参数设置(关键)
进入Simulation→SolverSettings。
关闭非充型模块:
取消勾选Solidification(凝固);
取消勾选Stress(应力)、Microstructure(微观组织);
仅保留Flow(流动)与HeatTransfer(传热)。
设置充型停止条件:
选择StopatFillingCompletion(充型完成即停止);
或设置最大充型时间(如10s),避免超时计算。
流动参数:启用自由表面追踪,设置浇注速度/流量,开启紊流模型(如需)。
边界条件设置
入口:浇道入口设VelocityInlet或MassFlowInlet,指定流速/流量与温度。
出口/排气:型腔末端设PressureOutlet(常压),模拟排气;无排气则设Wall(壁面)。
换热:金属液-铸型界面设HeatFlux或换热系数(h),仅计算充型阶段短时传热。
提交计算与后处理
保存工程文件,提交求解,软件仅计算金属液充型过程,型腔充满后自动停止。
后处理查看充型过程动画、流速/压力/温度分布,识别卷气、冷隔等缺陷。
ESI ProCAST 2025怎么清空面重叠
方法1:MeshCAST自动修复(推荐,前处理阶段)
打开MeshCAST,导入或打开含重叠面的几何/网格文件。
点击菜单栏Check→CheckSurfaceOverlaps(检查表面重叠),软件自动识别并高亮显示重叠面区域。
点击Repair→Auto-RepairOverlaps(自动修复重叠),软件自动删除冗余重叠面,保留单一有效面并缝合缝隙。
修复后再次执行CheckSurfaceOverlaps,确认无重叠;若仍有残留,手动删除高亮重叠面后重新缝合。
方法2:手动删除重叠面(局部复杂区域)
在MeshCAST中,通过Display→ShowOverlaps显示所有重叠面,放大局部重叠区域。
选择DeleteFace工具,框选或点选重叠的冗余面(保留主模型面),按Delete删除。
删除后,使用**Stitch(缝合)**工具,设置合理公差(如0.1mm),缝合相邻面缝隙,确保几何封闭。
重复检查与删除,直至无重叠面,保存网格文件。
方法3:装配网格时去除重叠(多部件装配场景)
多部件(铸件+浇道+冷铁)网格装配时,通过File→Append导入各部件网格。
点击Check→CheckAssemblyOverlaps,识别部件间重叠网格。
点击Assemble→RemoveOverlaps,软件自动删除装配体中重叠的网格层,保留一层有效网格。
装配完成后检查网格质量,无重叠与畸形网格后提交计算。

 大小: 1.20G
大小: 1.20G

 Overture专业打谱软件5.5.1-7 简体中文版
Overture专业打谱软件5.5.1-7 简体中文版  SPSS 18.0中文版
SPSS 18.0中文版  剪.映windows电脑版2025官方最新版v7.1.0最新专业版
剪.映windows电脑版2025官方最新版v7.1.0最新专业版  MatLab R2012b 特别文件
MatLab R2012b 特别文件  寻星计算程序(卫星天线寻星参数计算)v3.1 绿色版
寻星计算程序(卫星天线寻星参数计算)v3.1 绿色版  八爪鱼采集器v8.58 官方最新版
八爪鱼采集器v8.58 官方最新版  星空抽奖软件无限制版完美注册码版
星空抽奖软件无限制版完美注册码版  利信财务软件专业单机版V6.4免费无限制版
利信财务软件专业单机版V6.4免费无限制版  天学网电脑版v5.6.1.0 官方最新版
天学网电脑版v5.6.1.0 官方最新版  摩客mockplus桌面客户端v3.7.1.0 官方最新版
摩客mockplus桌面客户端v3.7.1.0 官方最新版  淘宝助理天猫版5.3.7.0 官方最新版
淘宝助理天猫版5.3.7.0 官方最新版  高品智CRM客户关系管理系统v3.301.311 官方免费版
高品智CRM客户关系管理系统v3.301.311 官方免费版  易航科技增值税发票电子化软件(增值税发票扫描认证)V2.0免费版
易航科技增值税发票电子化软件(增值税发票扫描认证)V2.0免费版  易房大师v3.2免费版
易房大师v3.2免费版  杰奇小说连载系统免费版
杰奇小说连载系统免费版  发票导出接口软件3.9绿色免费版
发票导出接口软件3.9绿色免费版  发票认证接口软件v2.2绿色版
发票认证接口软件v2.2绿色版  高品智财务公司委托代办项目软件v3.320 官方版
高品智财务公司委托代办项目软件v3.320 官方版  食草族管理专家V2.5.9 绿色免费版
食草族管理专家V2.5.9 绿色免费版