���ƻ��Ĺ���ģʽ
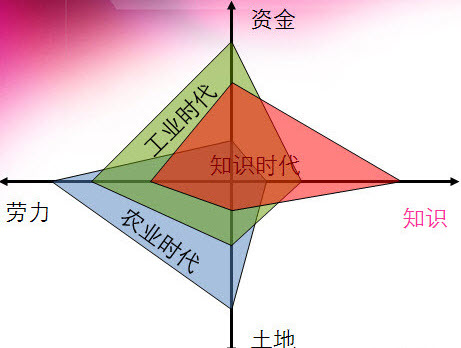
����������������������IJ�ͬ��ҵ�Կ��ƻ��Ĺ���ģʽ�����˲�и��Ŭ��̽�����ܽ���˶��ֶ����Ŀ��ƻ����ƵĹ���ģʽ�����У�Ӧ����Խ�Ϊ�㷺��ģʽ��Ҫ�����֣�������������ë����/�ң������ڶ������������������֡���ȫ�������ͣң���������滮�Լ��ʣɣԿ�������ַ�����
1�����������
������ë������ȫ������������滮���£���� �ϣ� �ͣ���������ë������м��㣬ÿ�����ζ��������϶���չ�����㣬�����ٰ��չ�˾ͨ�����õİ��º���ķ�ʽ������������������ë��������������Խ��ٵ���ֵ�ϴ�ģ������ϵļ��㣬���ô��ϣţͣ��ϣ������� �ţ���������� �ͣ������������壩ί�ж����������Ӷ���֤���ϵ�������
2�����ڶ�����
Ӱ����������Ƕ��ֶ����ģ��ܶ���ҵ�ڸ��ԵĿ��ƻ��в��ò��������������ͼ��ڵ�Ӱ�졣���ڶ����������������ȶ�����Ʒ����仯С�����϶���ǰ��ʱ��϶̵���ҵ�����磬����������֭��ʳƷ��ҵ��˵�����ڹ�֭ԭ�ϵ�������Ӧ�Ǽ����Եģ�����ҵ�Թ�֭ԭ�ϵ�����ȴ�������Եġ�
��ˣ���ҵ�ͱ������ʵ��ļ��ڶ��ڹ����㹻������������ԭ�ϣ���֤��Ʒ�ȶ����г�ռ���ʡ�����������£���ҵ��Ӧ�ò��ö��ڶ������Ŀ��ƻ�����ģʽ��
3������������
ͬ���ڶ�������ȣ�������������Ҫ�����������������ء����磬�ɣ�оƬ��Ҫ��ǰ������ƣ���������������Ҫ��θ�������豸��ģ�ߣ���Ʒ�ɱ��������Ĺ�ϵʮ�����С�����ܹ����ģ�������������ɣ�оƬ��ƽ���ɱ��������ȵؽ��͡���ˣ����ڳɱ�������Ӱ��ϴ�����ϲɹ�����Ӧ�ò��ö������������Ӷ������Ȱ�ȫ�־��á�
4����ȫ������
��ȫ������������������ͼ�ֵ���еģ����Ʒ�IJɹ����ǵ�ǰ����ҵ�����ִ�������Ӧ�ý�Ϊ�㷺�ķ�����������Ŀ����Ϊ�˿�����ҵ�Ŀ������ͨ�����ö��������趨����֤��������١���ʹ�ð�ȫ������ʱ��������Ҫ�趨��ȫ��������һ�������������ڰ�ȫ���������������빺��
���������ƻ����ȶ�����Ʒ������٣����Ʒ������൫���ϱȽ�һ�µ���ҵ�����绯�˺ͷ�֯����ҵ����������ʹ�õ����������ϳ������������ֲ����ںͱ��ʣ����ʺϲ��ð�ȫ��������
5���ʣɣԿ��巨
�ʣɣԣ��ʣ���� �ɣ� �ԣ���壩���巨��Ҳ���Ǽ�ʱ�����ķ��������ַ��������������γ���Э��˳����Ĭ��������ǰ��ʱ��dz��̲��Ҳ����ʱȽϸߵIJ�Ʒ��������ʣɣԷ���ԭ����Ҫ�����桢��ȫ�����ռȶ��������ƻ��ɹ�ԭ�ϣ��������������ƻ�������ʱ��Ҫ���Ͼͺ�ʱ���������ǣ���Ŀǰ���ԣ��ʣɣԷ�����Ӧ�û����㷺�������Ͻ���������ҵ�������ַ�����������﹫˾�ȡ�
���ϼƻ��������볬�����Ͽ���
�������ϵĺ��
��ǿ���ϼƻ��ͳ������Ͽ��ƣ�Ҳ�����ϲִ���������Ҫ��ɲ��֡����ǿ��Է��֣���������ҵ��ʵ��������У�����ϵͳ��Ա��Ϊ��ʡ��ʡ�������������������ϵĹ涨��������������������������ֳ���Ա������������ϰ�߽�ʹ���Ϲ���ʧȥ���ƣ�������ص���Դ�˷Ѻ������⡣
1�����Ͽⷿ�������
�����������ŵĹ��˳������ϣ����ϲִ�������������Ϊ��Щ���϶��Ѿ�Ͷ�뵽����֮�У��Դ˹���Ӧ�����ij�Ʒ������������Щ������ʵ�����ݷ��������۲��š�ʵ���ϣ���������ϴ�ඪ���������ֳ�����Ʒ������������Ԥ�ϵ���ô�࣬���������������빩�����ѽڣ��ܿ��������˽������ڡ�
2�������ֳ��������
��ȡ��������������������������������ϱ������������ֳ�����������������Ա����������߱����ϺͲִ������ļ��ܣ��������ֳ������Ϲ�����������λ������������ֳ��Ķ������ϵĴ�����ġ����ʡ����ã�������ʧ����ˣ����Ϲ������ű����ǿ�����ϵĿ��ƣ���ֹ�������ϲ�Ӧ�е���ġ�
3���γ���ٵ���������
����������ɵ�����������γɶ����ϵ���������ڰ�ȫ�������У����һ�������ߴ��������ϣ�ʹ�ÿ�������ڰ�ȫ�����������ͻᷢ���ɹ���Ϊ�������ϲɹ���ɺŷ��������������ɶѻ��˺ܶ����ϣ��Ӷ������˲�Ӧ�еĿ��ά�����á���ˣ�ֻ��ͨ�����Ϲ��ƺͳ������Ͽ��Ʋ��ܳ��ױ������ֲ����еĶ������ϵİװ���ĺ�����ɵĶ����ϵ��������
��ǿ�����ƻ������ϼƻ��Ĺ���
�����ֳ��о�����ѻ��ܶ����ϣ�����������Ʒ����Ʒ����Щ������������Ӱ���棬�γ���ٵĿ�����ݡ���ˣ�Ϊ�˶ž���������ķ�������ҵ�����ǿ�����������������ּƻ��Ĺ�����һ��ɲ�ȡ���µĴ�ʩ��
1��������Ա�������룬���ڲ鿴
Ϊ�����������������ֳ��Ķ������ϰװ���ĺ������Ƶ����⣬�ⷿ������Ա�����������������˼�룬������˽������ƻ��Լ���Ӧ�IJ�Ʒ�������Ρ��������С����ֵ��Խϴ�����ϣ�������Ա����Ҫ��ǿ���Ͽ��ƣ���ֹ�۸�����Ϲ��ڡ����ʻ���ʧ��
Ϊ�˿������ϡ��˷��������ϣ��ⷿ������Ա���붨�ڵ������ֳ����й۲�͵Ǽǣ����տⷿ������Ҫ����������ά����Щ�����������ֳ������ϡ����������������Χ�����ڿ֮ⷿ�ڣ��������뵽������ʵ��ȥ�������о��ͷ��ֲ�������ĸ���ԭ��ҲԶԶ�������ִ�������ҵ��Ҫ��
2���������Ϲ�����ѵ����ǿ�ƶ�ִ������
�������ֳ���������Ա������Ӧ�����Ϲ���֪ʶ��ѵ��Ҳ�Ǹ��������ֳ����Ϲ�����ά������Ч��ʩ��ͨ����ѵ����������������ʶ�������ϵķ���������ֳ��Ĺ�����Ա��ʹ�����ܹ�Э���ⷿ������Ա���ֳ������Ͻ�����Ч��ά����
���⣬��ǿ���Ϲ����ƶȵ�ִ�����ȣ�Ҳ�ǿ��Ƴ������ϵı�֤��һ����˵���������ϵ��������ڣ����������Ϸ�Χ�ڡ���������������Ȼ��ֵ��Խϵͣ������������Ӵ��Ӷ��������ϵĹ���Ҳ��Ӱ�쵽�Կⷿ�Ĺ����dz�������
3�����������ֳ�������̨��
Ϊ��ȷ�������ϵ�ʹ����������Ϲ�����Ա��Ӧ�ð�������������Ա���������ֳ�������̨�ˣ���ʹ�����ֳ�������̨�˺Ϳⷿ������̨���л���ϣ��ؽ������������Ǹ��Ӿ�ȷ�ؿ��ƿ��������ͬ��Ҫ�����Ϲ����������Ȳ���������ϣ���ǿ�����ֳ����ϵķ��ù������Ӷ���ֹ���ϵ���ʧ����Ϊ��ҵ��ز���Ҫ���ʽ���ʧ��
��������ϵͳ���������
���ںܶ���͵�������ҵ��˵����ƺ����ij����������������ϵ�����;����������ϵİ�ȫϵ���ȶ������ϲִ����������졣��ˣ����ϲִ�������Ա���뽫��������ϵͳ�ķ�������������Լ���ְ��Χ��ʹ��5���ֶ�ʹ�����ϴӲִ������������ߵ�;����ʧ��С��һ��˵������������ϵͳ��������Ƶ�ԭ����Ҫ�������������棺
1�����������乤��
�ִ����IJִ������벻����������ȫ�����乤�ߡ����磬��̨�泵�����������Ҫ�����еĻ��������ͨ�����İ�װ�������ͳһ��̨���ϣ��������ܹ�ȷ������������ʱ����ʧ��ɢ�䣻��Щ̨�峵���ǵ��˶����߶ȺͲ�ε����⣬��Ϊ������IJ㣻��ҵ�г��������Ƴ�Σ���Խϸߣ���������Ƴ��������Ӧ��ֿ���������Ա�Լ����Ի��ȷ�������أ�ȷ����������еķ�����С��
2����̵��������
����������ƹ����л�Ӧ�ó�ֿ�����̵�������롣��̵�������벢��������õ�������룬����ƹ����л���Ҫ���Ǵӿⷿ���������������еĵ�·״�������磬�������;���м����£���ô�Ʊ�Ӱ�쵽���ϵİ�ȫ�����Ӧ������ѡ���¶�С������·����
���⣬·���ƽ���̶�Ҳ��;�������Ӧ�����ǵ����ء����·�治ƽ�����������������������е�ҡ�Σ����ijЩ��Ʒ��˵����������������ˡ���ˣ�����������ԭ��Ҫ���������̣���Ҫ���ۺϿ���·��״�������ء�
3�������������װ
����С�͵����ϣ�һ��Ҫ����Щ����װ��ͳһ���İ�װ�䣬Ȼ��ŵ���λ�Ͻ������䡣�������䷽ʽ���������ϵı��ܺ����䣬Ҳ�����ڲִ������������ϰ�װ����װ����˵����ƺ���������ж�Ӧ�ó�ֿ������乤�ߵ��ص㣬ȷ�����ϲ���ɢ�䡣
�������ϴ����װ����Ҫ���Ի�����ƣ��������������ϵķ����ȡ������Ҫ�����������ֱ���װ��İ��ơ����⣬���ǻ���Ҫ��ֿ��DZ���װ�������Ƿ���Գ�������ά����ȷ��ʹ��ʱ��ϳ����ڴﵽʹ������ʱ�Ƿ���ܶ�����л��ա�
��������
���и�ͼ���г������ϴ�����ڣ������ϣ��ڰ�װ����������в�ͬ�İ�װҪ�����ҡ����϶��·�����ͼ���ڵ�һ��ͼ�У�������ʱ��Ӧ�ðѲ�����빺�����ڰ�װ��֮�У��ڵڶ���ͼ�У��������϶Զѻ��ĸ߶���Ҫ����˽���װ�зֳ����㣬������֤�˸߶ȣ����������ϵķ����ȡ�����ڵ�����ͼ�У�Ϊ�����������Ҫ������������֮�������˸��壻�ڵ��ĸ�ͼ�У�ÿ��һ��������ֽ�žͷ���һ�Ų�ɫֽ��������������ر�ʾÿһ��������������ͼ�����ϰ�װҲ��ͬ���ĵ���������յ�����ͼ��ʾ�������ֱ�װ���װ��
 ϲ��
ϲ��  ��
�� �ѹ�
�ѹ� ��
�� ��
�� ����
����